钜大锂电 | 点击量:0次 | 2018年11月06日


锂电池性能与压实密度两者的关系
锂离子电池一般工艺是将活性物质、导电剂、粘结剂和溶剂一起配制浆料,利用涂布设备在集流体(一般是铜箔或者铝箔)涂布一层具有一定厚度的浆料,经过烘干后再进行反面涂布。
经过双面涂布的电极一般会经过一到两次碾压,以便控制电极的孔隙率和密度,最后电极会进行分切,并卷绕电芯,最后组合成为电池,经过注液化成,就可以用于商业锂离子电池。
研究发现,除了锂离子电池电极活性物质的固有属性,电极的微观结构对电池的能量密度和电化学性能也有十分重大的影响。
在未经碾压的电极中,仅有50%的空间被活性物质所占据,提高压实密度,可以有效的提高电极的体积能量密度和重量能量密度,但是这也会影响电极结构,例如孔隙率、比表面积、孔径分布和弯曲度等,同时也会影响电极中粘结剂和导电剂的分布,这会对锂离子电池的电化学性能产生显著的影响。
美国的印第安那波利斯普渡大学的CheolwoongLim等利用了目前最先进的X射线纳米断层扫描技术(nano-CT)研究了LiCoO2电极压实密度对电极电极结构和电化学性能的影响。
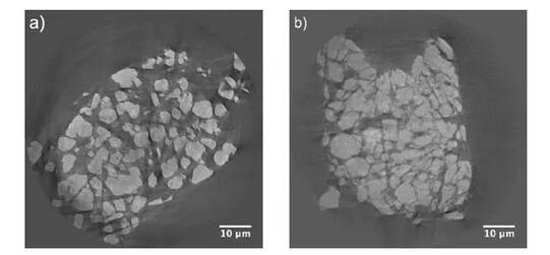
首先CheolwoongLim利用相同的工艺制备了多片LiCoO2极片,并将其碾压至不同厚度,他们首先利用同步传输X射线显微镜(XMT)重建了不同极片的孔隙结构,然后极片会制成扣式电池用于测试极片的电化学性能。
电极浆料配比为活性物质,粘结剂和炭黑94:3:3,在NMP中分散,然后涂布于铝箔上,涂布厚度从40μm到80μm,最后这些电极都将被碾压到40μm以得到不同的压实密度,极片的压实密度从2.2g/cm3到3.6g/cm3。
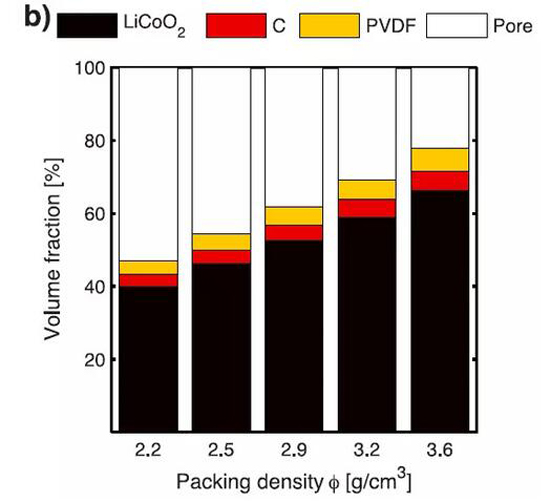
通过nano-CT技术检测极片发现,随着压实密度的上升,碳和粘结剂的体积密度会上升,孔隙率会下降,比表面积上升,弯曲度上升,接触电阻下降,电极电解液界面膜SEI阻抗会降低,电荷交换阻抗下降。
从XMT的测试结果可以看到,随着压实密度从2.2g/cm3提升到3.6g/cm3,电极的孔隙率会从50%左右下降到了30%左右。
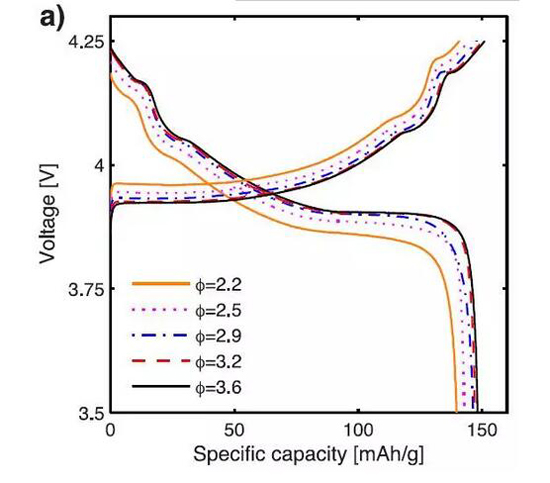
与传统的观点不同,CheolwoongLim的研究发现压实密度的上升可以使得材料的放电比容量更高,倍率性能更好,容量保持率也更高,也能够提高锂离子电池的放电电压。
研究表明,即使压实密度达到3.6g/cm3,在4C的放电倍率下,锂离子扩散依速率然不是限制因素,进一步的研究发现,当孔隙率低于75%时,锂离子扩散速率并不是锂离子电池的倍率性能的限制因素。
较低的压实密度反而会造成放电比容量低的问题,这主要是较高的孔隙率造成部分颗粒形成绝缘状态,无法参与充放电,而高压实密度的电极有更高的断裂强度,从而避免在循环过程中电极颗粒脱落,形成绝缘状态颗粒。
高的压实密度可以明显使电极的孔径和孔隙的分布更加均匀,导电剂和粘结剂分布更加均匀,降低电极的接触电阻和电荷交换阻抗,增大能够参与反应的活性面积,从而显著的提高材料的电化学性能。
对于电极孔隙曲折度的分析和实验结果发现,电极活性界面面积的提高对锂离子电池倍率贡献要明显大于Li+在电解液中的扩散。因此,提高压实密度并不会降低锂离子电池的倍率性能,反而能够在提高电池容量的同时,进一步提高容量保持率和倍率性能。














