
钜大LARGE | 点击量:3255次 | 2018年11月07日





电池导线的颜色和线径的选用
1、导线颜色代号
导线颜色和代号对照表

双色导线颜色标注,排列顺序从左到右:第一位为主色;第二位为辅助色。
标注示例:
单色导线——红色,标注为:R
双色导线——主色为红色,辅助色为白色,标注为:RW
1.1导线颜色优先选用顺序
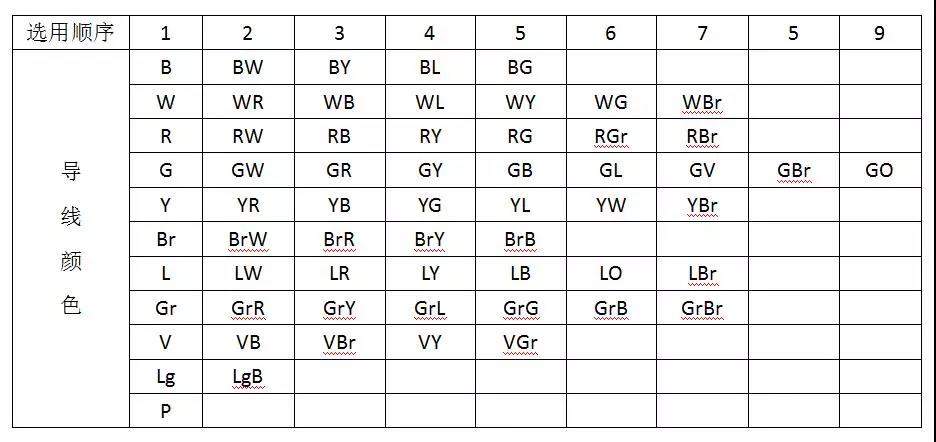
导线颜色选用顺序
导线的颜色和线径的选用
1.2导线颜色选用原则及说明
选用导线颜色时,应优先选用单色,再选用双色。各种汽车负载搭铁线应用黑色导线,黑色导线除作搭铁线外,不作其它用途。
2、导线线径的选用
2.1导线使用种类
目前自主品牌使用导线种类主要包括日标导线和德标导线。日标导线使用的种类主要包括:AV、AVSS、AVSSX、AVX、AEX;德标导线使用的种类主要包括:FLRY-B、FLR9Y-B。
2.2确定导线的线径

导线的线径与保险匹配可参考上表
线束的加工工艺及检查
1、线束加工工艺及检查
1.1总流程
原材料入库→全自动下线压接→辅助作业→压接防水栓导线→检验→打卡作业→包口作业→预装配作业→装配作业→流水线作业→100%电检测→全数外观检查→包装作业→入库
1.2下线工序
下线工序是将导线根据工艺文件进行裁切、剥头、捆扎的过程。
备齐材料→调整设备→首件检验(测量线长、剥头)→批量生产(中、末检100%自检)→整理导线→待周转。
下线工序中需要对线长、全剥头及半剥头长度、开口长度等工艺参数进行测量。
1.3压接工序
压接工序是将导线和端子作用在一起的工艺过程
备齐材料→调整设备→做首件→首件检验(千分尺测量压接高度、压接宽度)→批量生产(中、末检100%自检压接质量)→待周转
压接工序需要对是否有R角,芯线及绝缘皮可见范围是否在公差范围、芯线压着部位及绝缘皮压着部位是否有损伤以及压接扭曲度等工艺参数进行测量。
1.4辅助工序
辅助工序包括穿防水栓、烤热缩管、卡点包扎、绑线等。辅助工序中多为人工操作,检验过程需要填写下线辅助作业半成品生产状态记录表,根据工艺要求进行检验。
1.5预装
预装配是将下线或压接后的半成品同护套、管类、橡胶件等零部件装成新的半成品的过程。
备齐材料→一插二听三回拉→安装自锁
一插二听三回拉过程按照《导线装配手力训练规范》的用力标准将导线轻轻回拉完成自检。
1.6总装
总装是将下线或压接后的半成品、预装后的半成品同其他材料组合成线束成品的过程。
1.7检测工序
检测工序是在检测台上进行测试主要包括100%电检测、影像检测、外观检测、安装附件检测、功能检测。
100%电检测及外观检测每个成品都需要进行,影像检测主要检测带有保险盒的线束以确定保险及继电器插接位置是否正确,功能检测台主要用于检测线束中继电器的工作状态和继电器能否正常工作,还有需要检测保险盒中螺栓的扭矩。
1.8包装工序
撑箱、封箱→尼龙绳捆扎→装箱、摆放整齐→胶带封箱→贴合格证、流水号→粘打包带→入库
上一篇:关于三元锂电池的生命循环


















