
钜大LARGE | 点击量:1457次 | 2018年11月22日





关于动力电池智能制造技术的分析
新能源汽车动力电池的智能制造
我国已成为名副其实的全球最大的新能源汽车市场。动力电池作为最为核心的关键零部件,它的相关技术必须与电动汽车的发展相适应。新能源汽车能走多远,最终取决于动力电池能走多远。综合各类电池的技术优势及发展趋势,锂离子电池在混合动力汽车、插电式混合动力汽车和纯电动汽车领域,将会有越来越广泛的应用。该类电池技术对新能源汽车产业发展的意义重大。
当前国内生产动力电池的企业约有上百家,但由于自动化程度低,不少企业呈现出生产效率低、产品良品率低和运营信息互联互通效率低的“三低”特点。这使得动力电池在技术以及一致性问题上一直很难有实质性突破,严重影响了动力电池的整体性能,也制约了我国新能源汽车产业的发展。
基于此,动力电池的智能制造应运而生。什么是动力电池的智能制造?它是指,动力电池生产智能工厂综合运用ERP系统、MES系统等软件,并实现全周期生产的可视化、自动化、智能化。未来,包括动力电池在内的新能源汽车制造,未来必然走向大规模和智能化,呈现高精度、高速度和高可靠性的“三高”特点。而以无人化、可视化和信息化为代表的“三化”是实现“三高”的利器,亦是智能制造的范畴。
动力电池工艺装备智能制造技术的发展水平
作为动力电池制造环节必需的工具,动力电池生产工艺装备对动力电池规模化生产条件下的技术发展起着极为关键的作用,近年来动力电池装备产业发展势头迅猛。结合动力电池生产工艺流程,我们将从动力电池电芯生产的前、中、后各段工序以及电池组模组及系统装配工序对动力电池装备产业的智能制造技术发展现状进行分析。
1.动力电池电芯生产前段工序的技术水平
作为动力电池整条产线最为关键的环节,生产前段工序对动力电池产品品质一致性和性能稳定性产生直接影响。动力电池电芯生产前段工序是指实现锂离子动力电池从原材料输送到模切的极片加工成型的过程。自动加料系统、搅拌机、涂布机、辊压机和模切机等是动力电池制造过程的核心工艺装备。
由于前段工艺装备对动力电池性能影响较大,各项技术指标要求高,且设备技术复杂程度高,前几年国产装备技术相对较为落后,在效率、精度、稳定性等方面与国外还存在一定差距,尤其是涂布机。近年来随着行业技术日趋成熟,国内装备行业快速发展,自动加料系统、大容积自动搅拌机、高速涂布机、高速模切机等高端设备逐步实现国产化,并在实际应用中产生了较好效果。

表1.国内电池电芯前段工序设备情况
2.动力电池电芯生产中段工序的技术水平
传统工艺主要以手工作业和单机自动化为主,近年来随着大规模生产对生产效率和过程控制的要求,动力电池生产中段装配工序已逐步实现整线自动化控制。通过对自动化工作站、上下料机构、自动传输机构、多轴机器人等部件的连接整合,采用高精度传感器技术实现对过程数据数据的自动采集、监控和反馈,并结合设备MES系统的应用,实现动力电池中段工序智能化生产。
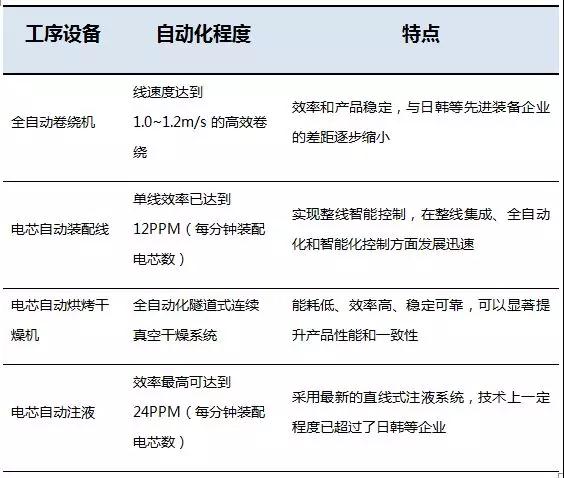
表2.国内电池电芯中段工序设备情况
3.动力电池电芯生产后段工序的技术水平
由于后段设备国内外差距较小,动力电池企业制造设备装配中国产化程度极高。在大规模化生产中,堆垛式化成分容系统应用越来越广泛。堆垛式化成分容系统通过对充放电设备自动化设计、堆垛机和自动物流系统,实现设备国产率已超过90%。
国内如珠海泰坦、深圳蓝奇和杭州杭可等充放电检测设备厂家把自动化物流系统叠加进动力电池生产过程中(包括自动化的立体仓库、分拣机器人以及控制系统),并结合自身在电源控制技术方面的优势,打造动力电池智能化化成、分容检测系统。自动物流方面,国内的无锡中鼎、上海永乾等企业通过对物流运输过程高度集成和智能控制,已实现物流系统的全自动化和智能化控制。

表3.国内电池电芯后段工序设备情况
4.动力电池模组及系统装配工序的技术水平
动力电池模组通过对电芯自动筛选、自动成组、自动装配、自动焊接和自动检测等先进自动化装配技术,结合在线检测和设备层MES系统的应用,完成动力模组装配和系统装配的智能化制造。国内部分先进智能装备企业,经过近几年在动力电池领域自动化、数字化生产装备方面的应用实践,在模组装配、系统装配和在线检测等方面的智能制造水平逐步提升,已逐步满足国内动力电池智能制造需求。
5.动力电池行业MES系统的应用与发展
MES(ManufacturingExecutionSystem)即制造企业生产过程执行系统,是一套面向制造企业车间执行层的生产信息化管理系统。MES可以为企业提供包括制造数据管理、计划排程管理、生产调度管理、数据集成分解等管理模块,为企业打造一个扎实、可靠、全面、可行的制造协同管理平台。
中国制造2025战略的主线是信息化与工业化的“两化”融合,其前提就是企业必须实现工厂管理的数字化,而数字化的核心就是MES系统。因此,MES在动力电池产业实现智能制造的过程中起着尤为关键的作用。近年来,随着动力电池产业的规模化发展,MES系统应用需求越来越旺盛。国内部分具有较大规模的动力电池企业已开始导入应用MES系统,实现生产过程的数字化管理。近两年,国内具有动力电池行业MES系统开发能力并开始应用的厂家不断涌现,为实现动力电池智能制造过程奠定良好基础。
动力电池行业智能制造技术存在的主要问题
2017年,动力电池产业从以前的零星手工或半自动生产模式过渡到了大规模工业化制造阶段。动力电池行业进入大规模工业化制造阶段是一个历史性进步,但仍然存在一些问题,主要表现在以下几个方面:
一是产品目标不明确。尽管动力电池产业出现了以26148系列和21700系列等为代表的产品,产品逐步实现标准化,设备逐步形成模块化,但是行业内产品种类的分散程度仍然比较高。这势必降低电芯及系统的标准化程度,从而影响产线的标准化和规模化发展。
二是与动力电池配套的工艺装备企业技术积淀偏弱,整体装备能力配置不足。由于动力电池行业发展起步较晚,其装备行业发展的时间还不够长,积累不够多,导致技术水平与国外企业还是存在较大差异,行业内工艺装备企业小而散的局面仍然存在。
三是工艺技术与装备技术融合不够。由于动力电池产业相关技术的保密性,导致了动力电池行业与电池装备行业之间缺乏充分的沟通,无法实现工艺技术与装备技术的快速融合,从而一定程度阻碍了动力电池设备产业的发展。
四是生产过程中的数字化管控能力较弱。尽管在智能制造的推动下,电池企业对制造过程CPK(过程能力指数)的理念越来越重视,部分企业虽然也采用MES系统,但其功能仅仅停留在数据采集上,从数据分析、防错防呆、故障预警和自我诊断等方面的功能拓展仍显不足。
未来发展趋势
一是随着新能源汽车和动力电池的加速发展,预期工艺装备行业和动力电池行业一样,将迎来行业的洗牌,行业的集中度将进一步提升,能够与下游产业形成密切合作的企业将会有更大的优势。
二是电池产品的标准化和聚集程度会在近期进一步明确,在产品技术上标准化和模块化的产品,推出的速度会越来越快。电池目标产品的明确,将会使电池装备的标准化、模块化水平会进一步得到提升;而随着设备集中度的提高,设备的标准化、可靠性和性价比有望得到进一步提升。
三是整个装备的智能制造管控和全线自动化联线将会成为一种趋势,得到快速发展。企业将会越来越关注动力电池生产制造过程的管控能力,要求动力电池制造核心工序能力指数必须达到CPK>1.33。MES系统作为生产过程数字化管控核心工具将得到快速发展。
上一篇:简述新能源汽车动力电池热管理系统
下一篇:简述动力电池的充放电过程


















