
钜大LARGE | 点击量:1586次 | 2019年02月21日





关于锂电池涂布技术汇总
涂布工艺是一种基于对流体物性的研究,将一层或者多层液体涂覆在一种基材上的工艺,基材通常为柔性的薄膜或者衬纸,然后涂覆的液体涂层经过烘箱干燥或者固化方式使之形成一层具有特殊功能的膜层。锂离子电池极片涂布的方式目前主要有逗号辊转移涂布、狭缝挤压涂布。
浆料性质对涂布的影响
涂布溶液的粘弹性对涂布结果的影响
涂布溶液本身的性质对涂布结果的影响很大。在你在进行涂布前,涂布溶液的剪切率-粘度数据是一个非常重要的考量因子。当涂布的溶液具有非常强的粘弹性,通常来讲对于涂布工艺,会带来更大的难度。
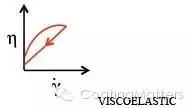
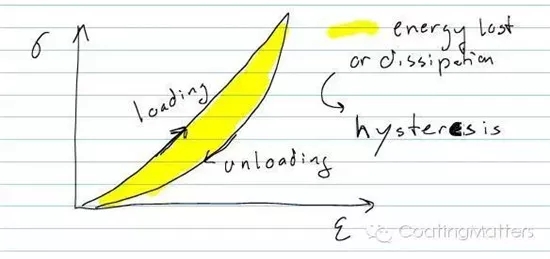
粘弹性是流体变形后粘度和弹性的反应表现,有些流体在剪切力下只有粘度的变化,而更多复杂的流体在剪切变形后有很强的回弹性能。如何去判断一个流体的粘弹性能呢?可以通过剪切力与粘度的曲线来判断,如下图。当受到剪切力时,粘度有滞后现象,为粘弹体。
在压力释放后,流体的这种变化会很大程度上影响到涂布的效果。
那到底有怎样的影响呢?
在狭缝式涂布时,如果溶液以较大的剪切力从涂布头唇口挤出,或者以较快的速度涂覆,因为溶液在涂覆完成后,在压力释放的情况下,会有回缩,最后导致类似竖条纹的形成。甚至严重的情况下,溶液的回缩会造成膜的皱褶,卷曲。
那如何来避免这些缺陷呢?
在狭缝涂布过程中,我们需要非常小心地控制流体在涂布头内部的流动,让溶液非常均匀地从唇口流出,并且对于溶液的剪切力尽量地控制到最小。
通常来讲一般的涂布溶液都有自流平的能力,而粘弹体不容易流动,所以成膜的平整性也会更低一点。
当你想涂布一种粘弹体时,必须首先充分了解这个具有更高分子量的聚合物在受力的情况下它的反应,已便更好地在涂布的过程中通过工艺的控制来抵消因此造成的缺陷。
总体来讲,使该类流体在较低的剪切力下涂布是减少缺陷概率的王道!
涂布工艺基本问题
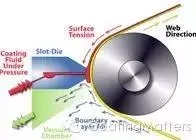
1、SlotDie涂布中真空盒的重要性
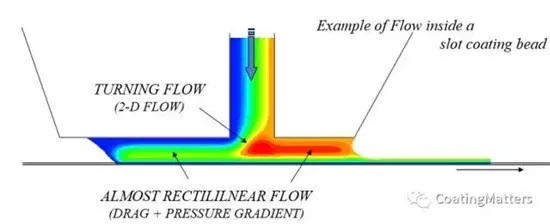
SlotDie涂布工艺中流体会涉及到压力,粘弹力,惯性力,表面张力等,在各种力的作用下,整个流体系统达到一平衡,形成稳定的涂布过程。
在分析流体在模头狭缝及间隙中的受力及流量时,我们会基于润滑理论近似模型:
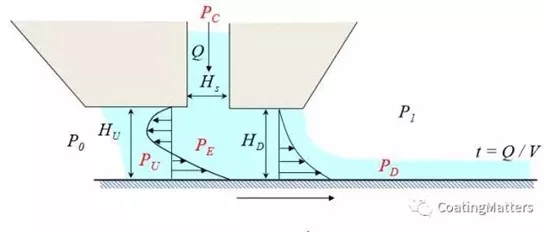
其中Pc为模头狭缝或者说内腔压力,PD为模头上唇口压力,PE和PU为下唇口不同区域的压力。
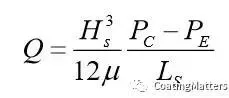
然后基于库艾特流体及泊肃叶流态,根据斯托克斯方程可以计算得到:
液体在模头狭缝中的流量:
液体在模头下唇口的流量:
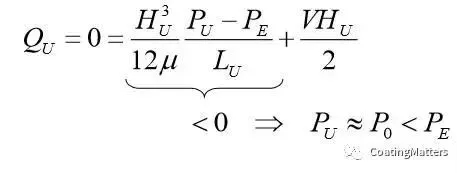
在稳定的涂布过程中,模头下唇口的流量应当为0,只有在为0时下唇口的液滴位置才是稳定的。
基于以上的推导,可以计算出PU小于PE。
然后再来看模头上唇口的流量,相对而言,会更复杂很多。
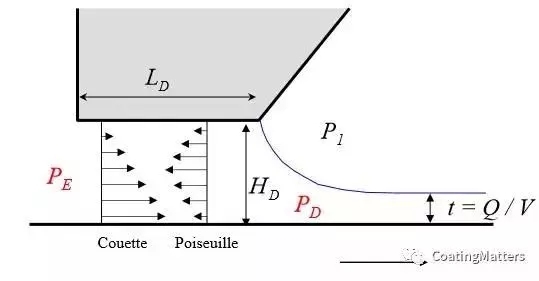
根据上图的示意,可以计算出模头上唇口的流量:
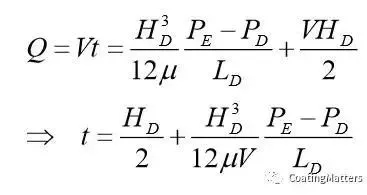
根据以上公式可以得到:


如果你想得到更薄的涂布量,那你就希望t小于1/2的HD,那如果是那样,你必须要这样:
也就是

结论就是Po小于大气压。如何做到小于大气压,那就是增加真空盒。换句话讲,你要得到比较薄的涂布厚度,真空盒的使用是非常必要的。以上就是整个模头涂布中真空盒使用的必要性的理论基础。
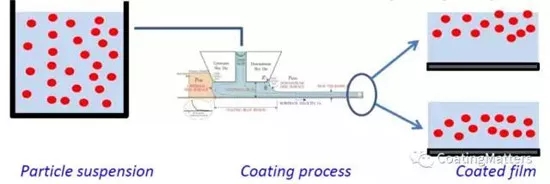
2、含颗粒溶液的模头涂布问题
一般简单的研究方法是首先把溶液视作为牛顿流体,分析平均颗粒浓度与粘度之间的关系。然而,实验数据表明,含颗粒物的溶液在用模头(slotdie)涂布时它的实际情况比想象的要复杂很多。在1987时,Leighton和Acrivos在试验中发现,当溶液受到一定的剪切力时,溶液中的颗粒分布会发生不均匀的情况。对很多功能涂层来讲,涂层的微结构对涂层的功能表现非常重要。
因此,在涂布工艺中对于涂层颗粒的分布情况的理解和预测就显非常重要。
数学模型
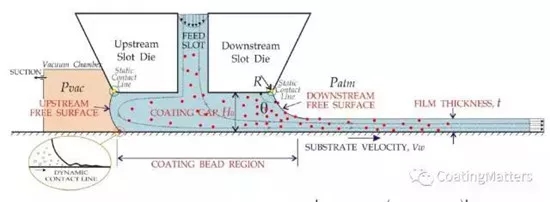
我一直认为模头涂布过程中的流体模型是一个比较复杂的模型,因为它涉及到比较多的不同界面的分析。如下图:
根据动量守恒:

质量守恒:
颗粒在溶液中的迁移机理:
以上公式假定:
-颗粒为坚硬球体,不可压缩
-忽略布朗扩散,颗粒直径小于0.5微米
根据以上公式及假设得出如下结论:
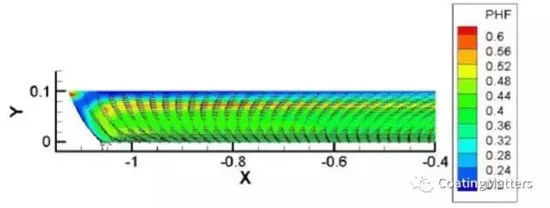
(1)含颗粒溶液在涂布狭缝中的情况
靠近狭缝壁附近因为受到高剪切力,颗粒的浓度比较低。
狭缝中间位置的颗粒浓度最高,有可能会发生团聚现象。
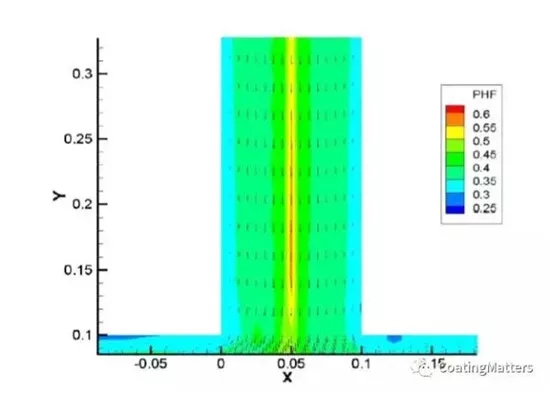
(2)含颗粒溶液在涂布唇口附近的情况
液体颗粒浓度在靠近唇口位置因为受到剪切力,浓度较低。
颗粒往低剪切的区域转移,颗粒会积聚在基材表面附近。
3、多层共涂技术
在一个基材上同时涂上多层,这多层还不混起来,还能烘干,这工艺很牛。本文讲讲用狭缝涂步(SlotDie)同时涂2-3层需要注意的一些东西。如果要一次非得涂个3层以上不可,那只能上斜坡涂布(SlideDie)了,如封面图,多层共涂之前主要用在感光胶卷膜的生产中,所以相关的很多专利也是当时柯达的。
CLOERENMultiLayerSlotDie
因为在多层共涂的工艺中,需要同时涂多层溶液,所以需要每一层要涂的溶液有一套独立的泵送系统,并且每套泵送系统同时又是计量系统,当然泵的类型和尺寸需要根据每个溶液的特性选择。
多层共涂的关键在于溶液在从涂布头出来涂到基材上不能相混。如何做到呢?
表面能……
上层溶液的表面能必须低于下层溶液的表面能,可以通过表面活性剂调整来达到这个目的。每一层溶液间必须有足够的表面能差,才能做到溶液之间发生层化(Stratification)。
σtop<σbottom
多层共涂的挑战主要有以下几点:
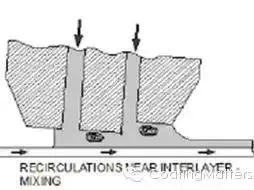
(1)涂层间的接触界面如何避免涂层在涂布间隙中产生混流
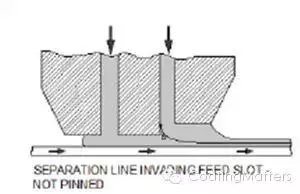
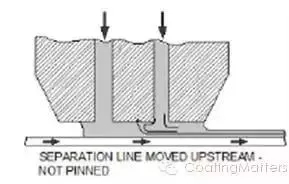
(2)溶液在涂布头唇口的分离点,如何调整使溶液在涂布头唇口的倒角处分离,而不至于一层溶液侵入到另一唇口中去或者在中间分离产生交叉混合。
(3)粘度的差异会影响层与层之间是否会交叉混合,在涂布和固化的过程中需要考虑溶液应力的释放,从而造成层混。
(4)表面能的差异,除了以上提到的这些,最后需要考虑的溶液在不同层之间的润湿及溶液与基材之间的润湿。
另外还有非常的关键的因素需要考虑,那就是当涂布厚度小于涂布间隙的1/3时,涂层的相混会很容易发生。
现在,多层共涂我们考虑更多的是溶液本身的特性,而对工艺的细节讨论比较少。随着技术的发展,在不久的将来,多层共涂将会成为节约成本的不二选择。
涂布缺陷分析
1、”凝胶“缺陷的形成及解决方法
“凝胶”缺陷常见于涂布工艺中。缺陷外观为圆形或椭圆形的小圆点,通常可以用肉眼,或者在显微镜下看到缺陷的圆点中心位置有一个胶状的颗粒。
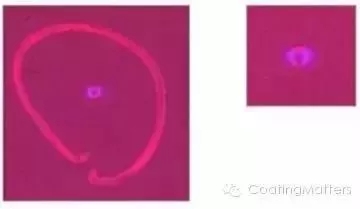
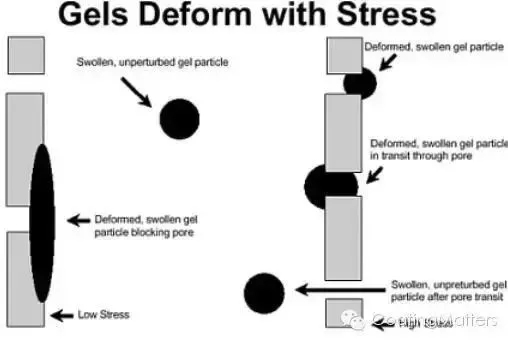
凝胶主要在胶水制备过程中形成,一些聚合物颗粒没有溶解在溶剂中,而只是溶胀并且最终形成柔软的凝胶颗粒。这些颗粒收缩性强很容易压缩,所以也就很难通过过滤器过滤,在过滤系统存在一定压力的情况下,凝胶颗粒会变形最终穿过过滤器的滤网。一个15微米的凝胶颗粒可以被压缩后通过5微米的过滤器。
最好的解决凝胶的方法当然是尽可能的在制备胶水阶段让聚合物完全溶解在溶剂中。聚合物的充分溶解通常需要特殊的处理方式。如有些情况下需要对溶剂与聚合物预混,双组分溶剂有时候对聚合物的溶解也有帮助,另外必须严格遵守在制备胶水阶段各成分的添加顺序,优化反应的温度曲线也是控制凝胶的关键。最后在涂布的过程中,泵胶系统尽量保持较低的压力,可以让过滤器有效地过滤掉尽可能多的凝胶。
2、表面张力方面的缺陷
涂布过程的主要问题,归根结底基本上就是研究固体基材和涂布液体之间的各种表/界面的性质。今天就简要介绍一些与表面张力相关的一些涂布缺陷或者说现象:
(1)橘皮现象
在涂布过程中由于涂布溶液中的溶剂挥发,不同的区域产生了温度差,同时溶液的表面和底层的溶剂因为挥发速度的不同,溶剂含量也发生了浓度差,造成了表面张力的梯度及自然对流的现象,涂布溶液由低表面张力的地方流向高表面张力的地方,最终造成了涂布表面的不平整或者说橘皮现象。如果烘箱的干燥速率过快,或者说烘箱的热风风速过快,,都会造成溶液在流平前就提早固化,形成这种缺陷。

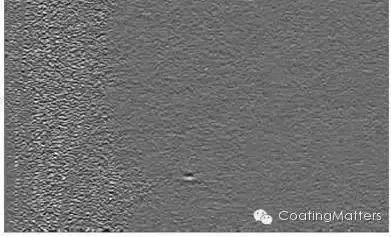
真的橘皮和涂布膜面橘皮
减少该类缺陷的方法:
降低干燥速率,让溶液可以有足够的时候可以流平,换个溶剂试试,在溶液里加一些低挥发的溶剂,加表面活性剂。
(2)厚边
在涂布后,由于涂布溶液的边缘的地方溶剂挥发的速率也相比内部的区域更快,因此造成低表面张力区的涂布溶液流向边缘而堆积,使得边缘的地方过厚的现象。
(3)针孔及火山口
由于在涂布过程中涂布基材由于受到较低表面张力的物体的污染,如油滴,灰尘等,而使污染物周围的涂布溶液流向较高表面张力的方向,形成了像火山口一样的缺陷。如果污染物是在涂布之前就已经存在在基材上了,则会形成类似于针孔一样的缺陷。
 锂电池涂布技术汇总"/>
锂电池涂布技术汇总"/>
3、有规律竖条纹缺陷
通常我们所说的”规律竖条纹“(Ribbing)缺陷指的是沿机器方向出现的平行条纹,并且整个涂布幅面都有此缺陷。如果在一个刚出涂布头的胶面上你拿个梳子或者锄地的耙子沿机器方向抓,人为地抓出了外观一样的缺陷。(如下图)
史上最全的锂电池涂布技术汇总
该缺陷最恶心的地方是一旦发生了,你的产品得率一下子就降到了0%,因为你找不到一块你能用的地方,而其他如突点,线条大不了你切割的时候把这块去除就可以了。
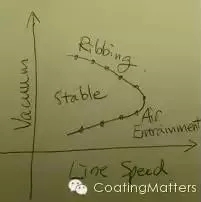
规律竖条纹“(Ribbing)怎么产生的:
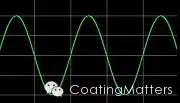
从流体动力学的角度来讲,涂布液体在不同位置受力不稳定造成了此缺陷。该不稳定在涂布基材上就会呈现横向方向的正弦波形分布的涂布厚度不均。

流体的受力差异造成了涂布厚度的不均匀分布,该受力差异是涂布液体本身粘弹力,惯性力,表面张力等各力在不同方向的叠加产生的。一般情况下,该条纹在烘干的过程中也很难通过流平消除。虽然这种涂布厚度的差异可能比较小,但是很多情况下或者说在一定角度肉眼还是可以很容易观察到这种缺陷。当然如果你理解他的产生机理,通过工艺调整还是可以避免这种缺陷的产生,从另一角度来讲,它必然有一定的工艺操作窗口,以狭缝涂布方式为例:
如果你用一个本身带沟槽的辊如线棒去涂,当产生这种缺陷的时候你第一感觉是因为线棒的沟槽造成了这种缺陷,但当你去量条纹的间隙宽度然后去和线棒的沟槽宽度比较时,发现两者并不相同,这并不完全是沟槽的错!
如何有效避免这种缺陷:
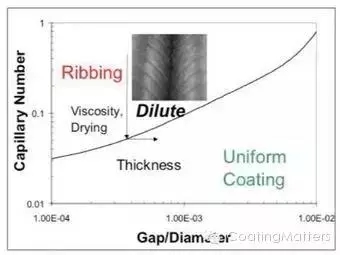
解决问题的第一步,是要确定你现在的工艺是否在合理的工艺窗口(processwindow)内,因为你知道了工艺窗口,才知道怎么调啊。你不能瞎调碰运气啊!在涂布时,很多工艺参数是可调的,而且通过调整可以达到你想要的效果。
第二步,如果你真不知道工艺窗口,那也有一些常规通用的办法。
稀释你的涂布溶液,降低溶液粘度(其实就是降低溶液的Ca)。
看是否可以加一些表面活性剂。
如果是辊涂,减小辊子的直径也是一种有效的办法。
第三步,如果你找到一个比较好的操作条件,必须把这个操作文件做成标准操作程序,这样才能可持续可重复的做出好产品来!
4、横条纹缺陷
之前聊过了竖条纹,今天咱来聊聊横条纹,条纹一直是涂布界的流行形状,总是变着法出来秀一下。
通常我们常见的横条纹是规律出现的,或者说有频率地出现,并且横向贯穿整个膜面。
为什么要单把这种缺陷拿出来聊呢,因为很多年来大家都会把这个缺陷的产生怪罪在涂布头上,而恰恰很多情况下,这个缺陷的产生跟涂布头还真是没什么关系。实在是看不下去了,才拿出来好好聊聊。
因为给人的错觉是你看着溶液从涂布头出来,然后涂在基材上,一涂上去,那横条纹就出来了,那最大嫌疑必然是涂布头啊!其实横条纹的产生最主要有两个主因,但这两个主因又隐藏的比较好,不容易被你发现。
第一种可能性就是泵。如果泵本身有脉冲,打出来的溶液流量就不是稳定和持续的,那从涂布头出来的溶液也不会稳定。
所以在选择计量泵时最好是选择无脉冲的齿轮泵,压力罐,螺杆泵等和涂布头连接。这些稳定的泵送系统可以保证你从涂头出来的流量也是稳定的。如果以上无脉冲的泵不适用你的工艺的情况下,那至少要给泵装个缓冲设备,来尽量减少脉冲。

另外连接泵和涂头的可压缩管道也会有可能是涂布波动的起因。总之一个好的涂布溶液输送系统是你涂布的第一步。
第二种可能性是你涂布设备的干扰造成了这个缺陷。
最简单的验证方法是,把横条纹出现的频率和设备震动频率比较一下,看看是否一致。如果正好一致,那在可能的情况下,停掉该设备看这缺陷是否消失,如果是,那想办法把设备移位或者更换。
当涂布辊筒与带动的电机没有很好的连接的情况下,这种缺陷出现的概率就很大,比如说在窄缝涂布(slotdie)头设备上的背辊跳动比较大的情况下,你很容易在涂布的时候出现有规律的此种缺陷。
现在其实有很多的设备可以测试辊筒的跳动,所以如果你决定买一个好的涂布模头,那建议你模头后面的背辊也买好的,好的供应商在出厂时会帮你调整好辊筒的跳动,而不单单是模头精度高就可以的。
横条纹缺陷怎么解决?
好,咱不单单授之鱼,而且还要授之以渔。如果是因为设备造成的,那就换好的辊筒和电机,如果是泵的原因,那就换无脉冲的泵。
但是,有时候你发现做了如上努力以后,那横条纹还在。建议在涂布头(slotdie)上装个真空盒试试,涂布溶液在涂到基材上的瞬间如果有一个负压可以很好的稳定你的涂布液滴,那可以很大程度上减少波动。

真空盒不是万能的,用的不好,反而会成为横条纹的罪魁祸首,你想象一下真空负压不稳定或者有脉冲的时候。
有时候如果你对涂布基材的表面做一些处理,让涂布溶液在基材上润湿性更好,换个角度说流平性更好一些,这也有助于减轻这种缺陷。
说以上这么多,其实最想强调的是,涂布工艺其实是有很多单元操作组成的一项工艺,是团队合作的结果,所以横条纹缺陷的黑锅不能让涂布头一个人背。
所以很多时候在分析涂布缺陷的时候,不能盯着一个你觉得最可能的原因,有时候他比你想象的复杂,或者原因没有你想象的那么明显。
上一篇:锂电池的电化学测量方法


















