
钜大LARGE | 点击量:1354次 | 2018年10月05日





电池在制作过程中所需的参数分析
一、电池制作所需参数
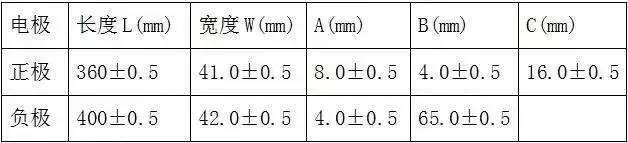
1、极片尺寸
2、拉浆工艺
a)集流体尺寸
正极(铝箔),间歇涂布
负极(铜箔),间歇涂布
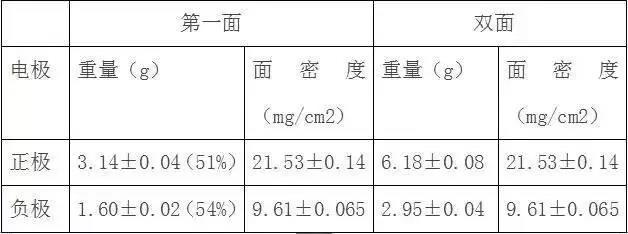
b)拉浆重量要求
3、正极拉浆后进行以下工序:
裁大片裁小片称片(配片)烘烤轧片极耳焊接负极拉浆后进行以下工序:
裁大片裁小片称片(配片)烘烤轧片极耳焊接
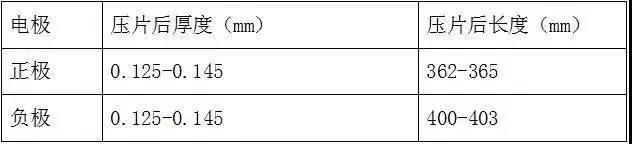
4、轧片要求
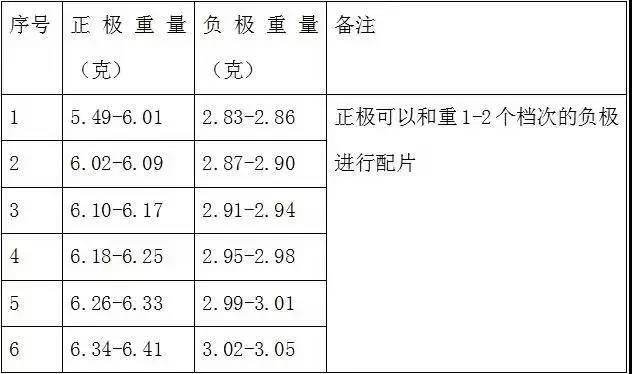
5、配片方案
6、极片烘烤
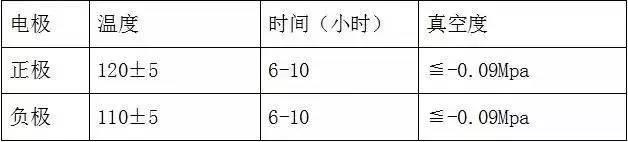
备注:真空系统的真空度为-0.095-0.10Mpa;保护气为高纯氮气,气体气压大于0.5Mpa
7、极耳制作
a)正极:
正极极耳在正极片处采用超声波焊接。铝条末端与极片边缘平齐。
b)负极:
镍条尺寸:0.10×3.0×48mm,镍条直接用点焊机点焊,要求点焊点数为8个点镍条右侧与负极片右侧对齐,镍条末端与极片边缘平齐。
8、隔膜尺寸:0.025×44.0×790±5mm
9、卷针宽度:22.65±0.05mm
10、压芯:电池卷绕后,先在电芯底部贴上24mm宽的透明胶纸,再用压平机冷压两次。
11、电芯入壳前要求
胶纸1:10.0×38.0±1.0mm,胶纸在电芯两侧分布均匀;
胶纸2:10.0×38.0±1.0mm,镍条在胶纸中央;
胶纸3:24.0×30.0±2.0mm,胶纸在电芯两侧分布均匀;
镍条右侧距电芯右侧为7.0±1.0mm。
12、装壳
装壳时应用双手同时用力,缓缓将电芯装入电池壳中,禁止划伤电芯。
13、负极极耳焊接
负极镍条与钢壳用点焊机进行焊接,要保证焊接强度,禁止虚焊。
14、激光焊接
激光焊接时应仔细上夹具,电池壳与上盖配合良好后才能进行焊接,注意避免出现焊偏。
15、电池真空烘烤

备注:
(1)真空系统的真空度为-0.095~-0.10MPa;
(2)保护气为高纯氮气,气体压力>0.5MPa;
(3)每小时抽一次真空注一次氮气
16、注液量:2.9±0.1g
注液房相对湿度:≤30%,温度:20±5℃封口胶布:6mm宽红色胶布,粘胶纸时注意擦净注液口处的电解液用2道橡皮筋将棉花固定在注液口处。
17、化成制度
(1)开口化成工艺
a)恒流充电:40mA×4h;80mA×6h
电压限制:4.00V
b)全检电压,电压≥3.90V的电池进行封口,电压<3.90V的电池用60mA恒流至3.90~4.00V后封口,再打钢珠
c)电池清洗,清洗剂为醋酸+酒精
(2)续化成制度
按程序进行续化成:
a)恒流充电(400mA,4.20V,10min)
b)休眠(2min)
c)恒流充电(400mA,4.20V,100min)
d)恒压充电(4.20V,20mA,150min)
e)休眠(30min)
f)恒流放电(750mA,2.75V,80min)
g)休眠(30min)
h)恒流充电(750mA,3.80V,90min)
j)恒压充电(3.80V,20mA,150min)
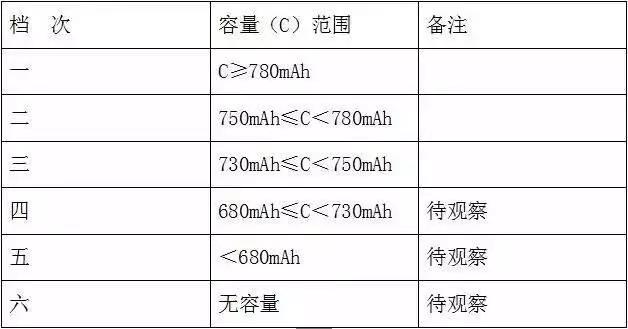
(3)检测分容
按如下档次对电池进行分容:
电池下柜后全检电压,电压<3.77V的电池采用程序补电:
(1)恒流充电(750mA,3.80V,10min)
(2)休眠(2min)
(3)恒流充电(750mA,3.80V,30min)
(4)恒压充电(3.80V,20mA,60min)
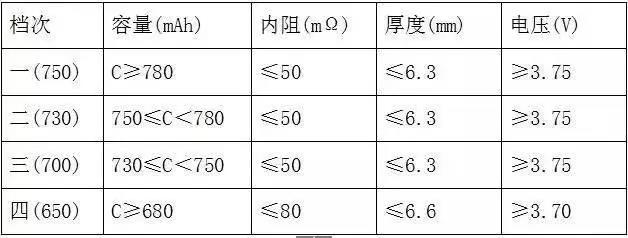
18、电池复检
电池下柜分容后在室温下放置20天进行复检,步骤如下:
a)用整形机对电池整形;
b)全检电池厚度、电压、内阻,分类方法如下:
上一篇:动力电池电芯膨胀原因及控制方法
下一篇:分析动力电池电池的制作工艺


















