
钜大LARGE | 点击量:2377次 | 2018年10月06日





关于动力电池的挤压式涂布工序
一、挤压式涂布类型
关于挤压涂布我理解为通过流体通过挤压经过有特殊流道的涂布头涂覆在运动的基材上。整个系统如下图所示。
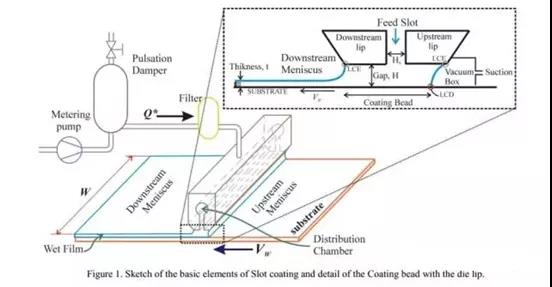
根据涂布头与基材距离及形成的涂布头与基材之间的流体形态分为狭缝式挤压涂布(SlotCoating)和挤压式涂布(ExtrusionCoating),如下图所示。两者的区别主要在于流体有无润湿唇口,前者润湿唇口,后者没有。锂离子动力电池的涂布工艺采用的是狭缝式挤压涂布(SoltCoating)。
两者的区别主要在于流体有无润湿唇口,前者润湿唇口,后者没有。锂离子动力电池的涂布工艺采用的是狭缝式挤压涂布(SoltCoating),涂布系统。
二、狭缝式挤压涂布原理介绍
狭缝式挤压涂布的流动分布二维示意图如下:图片来自于Prof.Marcio的一篇文章《FundamentalsofSlotCoatingProcess》
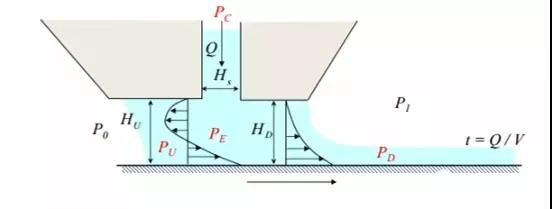
决定涂布质量的因素主要包括:涂布头与基带的间隙、流量、基材速度、涂布头结构、流体特性等。
根据平行板间艾库特流(可参阅上海交通大学工程力学教学基地查找流体力学教学资源进行深入了解)与Prof.Marcio的润滑近似模型。
可知涂布厚度与涂布头与基带的间隙、流体粘度、基材速度、涂布头唇口尺寸、流体及外部压力有关。由公式可知,涂布头与基带的间隙为机械配合、流体粘度跟来料浆料有关、基材速度为电机控制、涂布头唇口尺寸由涂布头决定,以上因素比较容易保证一致,影响涂布质量厚度均匀性就突出表现在流体及外部压力,外部压力一般为室内常压,则涂布头唇口内及出口处的压力均匀性就显得异常重要。涂布头唇口内及出口压力分布均匀性与供料系统稳定性和涂布头结构有很大的关系。
三、挤压式涂布头结构介绍
涂布头结构其实比较简单,主要包括上模、下模、垫片三部分。下膜有特殊的型腔(例如梯度式、衣架式、单腔式和双腔式等),上模相对比较简单,垫片位于上下模之间可根据不同的涂布形式进行选择(例如斑马线、全涂等)。
浆料特性篇
一、浆料构成
锂离子动力电池浆料基本上由活性物质、导电剂、粘结剂、溶剂构成,一般构成如下图所示
二、浆料特性
浆料作为涂布工序的来料,其特性直接影响涂布质量。通过浆料构成我们可以知道浆料属于固液两相流体。生产上对浆料质量控制点主要有粘度、固含量、密度、细度和PH值。浆料的均匀一致性对于涂布工艺环节至关重要,检验浆料均匀一致性可通过检测不同区域浆料的质量控制点获取。
由于浆料粘度受温度、搅拌速度、沉降时间等有关,根据牛顿流体与非牛顿流体定义,我们把浆料归为非牛顿流体。浆料在搅拌相对均匀后,随着搅拌时间的增加,浆料粘度逐渐降低,最后趋于一个稳定值。根据相关文献,锂离子电池浆料在配比、均质状态下,存在随着剪切率增加粘度减小的显现,即剪切稀释现象。综上,我们将锂离子电池浆料归结为有剪切稀释现象的非牛顿流体。由于浆料根据材料不同、配比不同、匀浆情况不同,在不同条件下,浆料的流体特性存在着变化,本文只针对普遍和相对均一条件下的浆料流体特性进行介绍。
密度ρ:锂电池浆料密度一般在1400~2000kg/m3
粘度μ:锂电池浆料根据不同工艺条件粘度一般控制在1~10Pa·s
在以上基础上,我们已经知道涂布头的结构,由于本文主要关心涂布模头內流场状态,本文只建立流道液体模型。
上一篇:详解锂离子电池的制作工序分析
下一篇:简要分析锂电池浆料的特性


















