
钜大LARGE | 点击量:1318次 | 2018年10月07日





动力锂电池后段的生产控制系统分析
本文将主要以方形电芯动力锂电池为例,探讨其后段的生产控制系统。
动力电池组装自动化生产主要包括:电芯处理段,模组组装段,模组框架焊接段,汇流排焊接段,PACK装配段。某方形动力电池生产流程如下图:
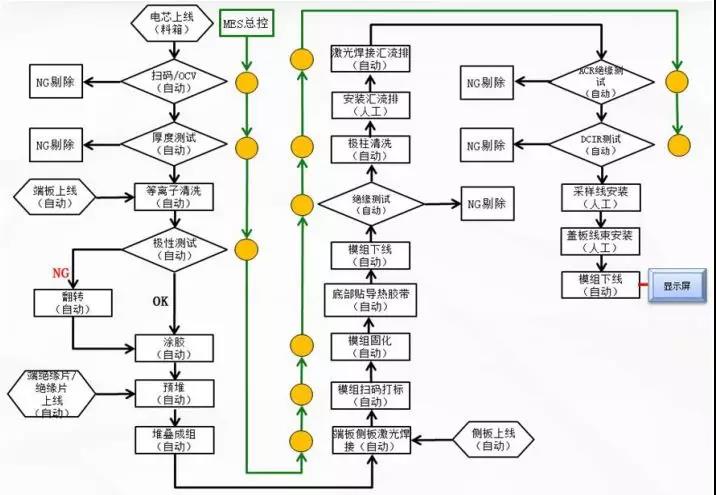
从图中可见动力电池组装流程基本是从头到尾连续进行的,一般在模组组装与电池包组装段之间通过模组缓存库来连接,也就是说,整个生产过程可以分成两段流程型自动线。
一般而言,不管是软包电池、硬壳电池还是圆柱电池。模组的自动化组装工艺流程都是从电芯上料开始的,这个来料可以是原供应商提供的包装,也可以是厂家经过检测后统一整理好的专用料框。上料可以是人工操作,也可以通过传送带自动上料,然后通过机器手臂抓取。上料的同时会进行电芯的读码、电芯极性检测、电芯分选、电芯厚度检测、电芯电性能OCV等检测,并将不良品剔除。来料通过初检和分选之后,根据模组和工艺要求的不同会分别进行诸如等离子清洁、涂胶贴胶、电芯堆叠、模组组装、极耳裁切整形、模组框架焊接、模组打码扫码、模组检测、汇流排焊接、BMS系统连接、模组最终检测、模组下料等工序。
这一序列工序是完成从单个电芯配组成模组的组装工艺过程,从模组配组成电池包过程也基本类似。也就是说所有的工序、处理动作都是围绕单个电芯配组成模组再配组成电池包而进行的,如:只有经过一序列检测、处理合格,满足所谓“同一性”要求的电芯才能参与配组;电芯堆叠与模组框架组装好,符合成组要求,满足组装精度才能进行电芯串并联的焊接作业;电芯组装成模组后合不合格要通过测试才能确定等等。当然不同电池生产厂家,同一厂家不同的规格型号有不同的生产流程,但大的流程方向上差不多。主要差别是电芯、模组、电池包有不同的尺寸、规格,也有不同分档、配组原则,至于测试参数、电源管理、温度监控等等基本上是各公司的核心数据。
因此,由于电芯及侧板、端板、绝缘片、连接片等投入物料差异;模组及电池包的结构和组装差异;行业标准化的缺位等因素,所以设计时要着重注意产线的兼容性、整线的节拍,也就是说目前生产线设计要定位于多规格小批量混线生产方式。这也从一个角度说明:产线的控制架构设计,数据采集和处理方式从技术层面看是设计自动化产线控制系统的关键,围绕MES(制造执行系统)设计才是设计控制系统的指导核心。
基于以上分析,尽量配置机器人参与电池组装生产是明智选择,配合输送线、视觉定位、专用设备(如高功率激光焊接机)和专用检测仪器等完成整个电池生产过程。
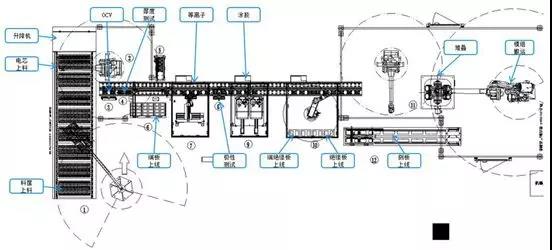
如上图所示电芯处理段,比较适合用同步带输送线(相比电芯尺寸小且变动也不大),各工位同步运行,各工序间状态和参数的连接、转换稳定可靠。模组堆叠、组装则更适合用选用机器人。如下图,模组框架外壳的焊接牵涉到焊接、视觉定位,同样应用机器人更方便灵活;至于把不同来料组装在一起,半成品/成品生产工位的转移就更能发挥机器人的灵活方便优势,这也是多规格小批量混线生产方式的最佳选择。
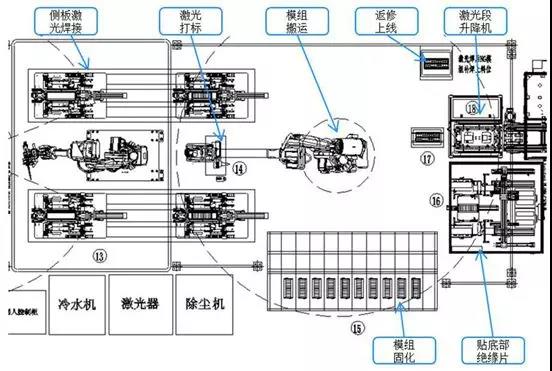
而电芯堆叠成模组后尺寸和重量都比较大,就比较适合倍速链输送线。半成品模组固定在治具定位板上,倍速链带动治具板一个个工位顺序流动,可在不同工位完成极柱的定位和清洗,汇流排的焊接,模组绝缘、耐压、电压、内阻等测试。
由此可见,从电芯上料到最终模组下料,整个物料的传送通过传输系统(同步带输送线,倍速链输送线及机器人等)来完成。传输系统还可以根据工艺的调整需求灵活扩展工位,不同工位之间的传递无需人为操作,模组治具定位板自带产品尺寸调整机构,能适应不同尺寸模组的装夹,这样就比较适合小批量多规格的生产需求。焊接是整线中最关键的生产工序,为了适应不同规格尺寸混线式生产,视觉定位及激光测距等是自适应生产的必然选择。另外无论是电芯、模组还是电池包的电性能测试也是非常重要的工序,同样需要注意这种自适应生产方式。一般设计成多连接头,通过配方功能自动适应不同的测试点及测试项目。
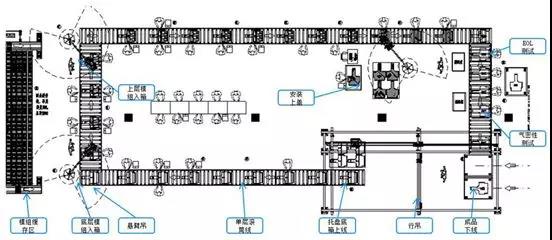
如果说电芯配组组装成模组段可以采用全自动化线,那么由模组组装成电池包则比较适合半自动化线,如上图。因为到了电池包组装段,来料、成品/半成品尺寸和重量都很大;其中柔性的线路串接等工作更离不开人工的协助;再则动力电池流程到这个阶段的标准化、通用化程度更低。因而借助滚筒输送线、助力臂、机器人、AGV小车等,配合人工以半自动化作业方式在目前情况下是相较简单而有效的生产方式。
下一篇:电池短路后是否能“自恢复”?


















