
钜大LARGE | 点击量:987次 | 2018年11月28日





电池电路设计机理及失效分析
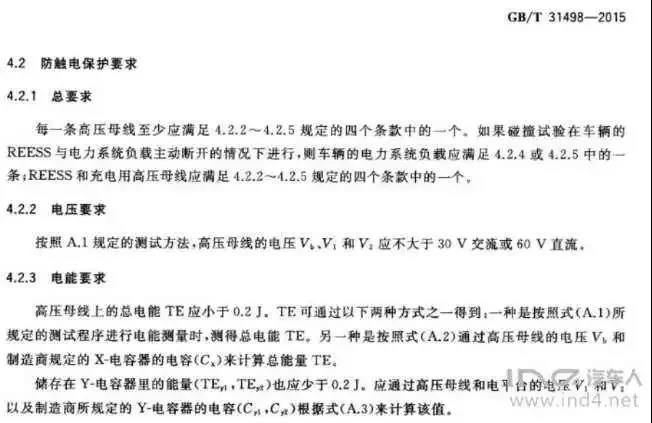
接触器
设计和选择
接触器的要求,最主要还是从GBT18384.1和GBT31498的两处来找,当碰撞发生的时候,VCU/BMS负责从安全气囊那里接受碰撞信号,来切断整个高压系统,把高压系统母线的电压/能量降到安全范围之内。这其实是个强制的安全功能,一旦继电器本身出现熔融,这车必须更换才行,否则这个安全是满足不了的。
LEAF的接触器组的设计还是比较经典的
从继电器的结构来说,这个继电器本身还是具备着较高的技术含量的。
从设计角度来考虑
继电器本身出现失效:这里包含继电器内部的内容,可以分线圈和触点两大部分
继电器驱动电路出现失效:需要设计相应的FailSafe的电路,比传统的12V的继电器,在整个设计(抑制电路,驱动电路)上需要更细致。
继电器连接出现失效:考虑需要将驱动电路和线圈相对近,否则在这个层面进行考量,干扰、短路和断路等可能性随着线束的延长大了很多。
接触器
工作电路
电动汽车接触器一般为全密封结构,内腔充注隋性气体。
这里现在有两种腔体,树脂密封腔体和陶瓷密封腔体,这两者比较来说耐热性能有差异,密封性也有差异。
a)接触器触点为常开状态,线圈上电后产生磁场并磁化铁芯,铁芯磁化后与上方的铁片产生吸力,吸力克服弹簧力后,铁芯(连接片与铁芯为一体)向上运动,连接片把两高压触点连通。
b)接触器线圈下电时,铁芯磁性消失,弹簧使铁芯(连接片)复位,两触点断开。
我们可以把驱动线圈的部分和触点部分进行一些区分。实际上由于这里的论述,高压接触器本身里面电流比较大,触点电流对整个线圈段的力学分析会比低压接触器复杂很多,不过先不考虑这个事,先把问题简化一些。
驱动电路的情况是这样的,关断继电器属于高要求:
1.在充电这一层级,Pack断开能力是一项硬要求
2.在紧急状态下断开是,硬要求
3.周期性的诊断和确认特性也是要求,当然这些已经给整合到所属控制器的软硬件要求里面了
这个需要好好管起来
这个驱动的电路主要包括:
1.逻辑控制电路:一般配置多个输入接口,包括紧急下电、输出使能和正常逻辑控制等部分。
2.高边输出:可由高边开关实现PWM的控制
3.低边开关:保证HSD电路出现问题的时候,可以关断;当带载切断的时候,也可以更快的把线圈里面的能量释放掉,端子断开速度更快
线圈的保护可以复用之前的低压继电器的考虑,只是这个启动电流和电感量比较大。
对于这个问题,如果按照原理性的考虑,最主要考虑能量的释放,这些保护管子是否能承受,包括不同的状态下,不同保护模式下,这个电感量的释放能量
通过参数分析计算方法来做等效
接触器
电路设计考虑
1)驱动线圈和保持线圈异步供电方式
接触器产品中安置吸合线圈和保持线圈两组线圈;吸合线圈在上电初始阶段流过较大的电流并产生较大的电磁吸力吸动衔铁至闭合位置;保持线圈则在衔铁吸合稳定之后切入,线圈内流过电流较小。这种方式应用比较多,也是与两段弹簧的行程设计配合考虑的。这里通常是将保持绕组投入和起动绕组串联方式,会导致在不同温度点下吸合电压的显著上升,如下图所示,双线圈某些点上已经直接贴住了9V这个工作点。
2)PWM电路(单线圈条件下)
采用开环或者闭环的PWM电路对整个过程进行驱动的切换,如下图所示:
第一步:接触器启动电路闭合
第二步:接触器内部电磁结构开始机械运动,内部产生反电动势,抵消一部分电磁通量,驱动电流降低。
第三步:接触器触点机械位置上到位,驱动电流进一步增加
第四步:PWM读取电流情况,限制吸合电流,进入恒流模式
第五步:确定一定的时间之后进入占空比改变的保持模式,这个时候保证低的吸合电流
稳定状态:进入稳态的低保持电流状态
接触器
失效分析
本文主要结合当前的一些认识写一下有关接触器的情况,接触器的失效可以分为两大部分,线圈端(无法吸合)和触点端(接触电阻大、粘连)。设计的考虑需要从电气寿命和密封两个角度去思考。
A)电气寿命
从电气寿命上,接触器的厂家一般会告诉你,电气寿命有些绝对的界限,否则会发生熔焊。所以我们需要根据整个电气系统的要求来匹配短时间加速的电流需求和长期电流需求。这里主要匹配
而在整个设计里面,需要考虑瞬态大电流和设计不合理造成的问题,比如两种典型的失效模式:
触点动熔焊指闭合或分断过程中,预击穿和回跳电弧短时间内释放巨大的热量,使接触面局部快速加热、软化、熔化、气化,然后迅速冷却、凝固导致触点材料连接一体,并在分断过程中阻碍触点脱离接触的现象
触点静熔焊是指在固定接触连接或接触力足够大的闭合状态触头中,由于接触电阻发热使得导电斑点及其附近金属熔化发生焊接
在这种情况下,由于整个动力母线上存在的容性负载,设计不合理的保护策略会直接导致静熔焊。核心的我们在于设计一套预充策略来减少这些静态电流对触点的冲击情况。
在完整的拆解以后,我们可以得到一组数据,来归类问题和症状。其实这两种情况有时候是叠加存在,存在一个劣化过程的。
在考虑动熔焊处理的时候,是需要考虑整个系统对分断的时候的监测,来记录整个BDU系统在工作过程中保护的次数,来记录开关能力情况比对实际的开关能力、次数,建立一个接触器SOH的档案来。
严格意义上接触器的熔断失效,最终演变成一旦发生不能切断,最严重的情况下可能会延烧到周围。
B)温度和密封
关于内部气体穿透寿命本继电器在内部使用气体封入型的密封触点(容器触点),但是内部气体随着容器触点内部温度(环境温度+通电引起的温度上升)的变化而具有内部气体穿透寿命。使用环境温度请勿超过-40℃~80℃。这里牵涉到一个核心变量,就是整个BDU的环境温升,还有内部走线的选择。其实这里需要建立BDU的热模型,线径的选择就比较重要了。
一旦内部气体失效,整个原有的灭弧设计就没有了,触点的电气方面的寿命就很快结束了
按照我们之前的WCCA计算方法,计算的阈值是包括线圈的部分就更不用说了,现在在回顾之前做的栏目,其实对于后期的控制是非常有帮助的。触点部分的已经很复杂了,就需要控制驱动的确定性来支撑。
上一篇:简述新能源汽车的三电系统


















